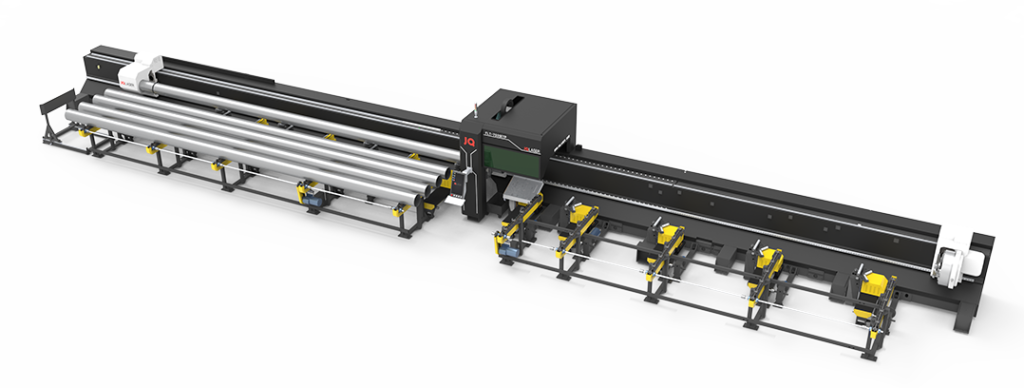
FLT-7028HTS Автоматическая Трехпатронная Машина Для Лазерной Резки Труб С ЧПУ
Обзор характеристик продукта

- Основные области применения и сфера применения продукта
В основном он используется для круглых, квадратных, прямоугольных, овальных и поясных труб из обычной углеродистой стали, нержавеющей стали и других материалов. Размер описанной окружности режущей заготовки составляет Φ15–Φ280 мм. Максимальная длина сырья составляет 7000 мм, длина резки — 0–7000 мм. - Основные компоненты продукта
Основные компоненты станка для лазерной резки труб серии FLT-7028HTS включают в себя: станцию станка, автоматическую загрузочную стойку цепного типа, автоматическую разгрузочную стойку цепного типа, систему управления, низковольтную электрическую систему, лазер, охладитель, вытяжной вентилятор и т. д. .
2.1 Основная часть станка
Основная часть станка является основным компонентом всей машины для лазерной резки труб. Функция резки и точность резки станка для лазерной резки труб реализуются основной частью. Основная часть состоит из станины, опоры для загрузки и разгрузки, патрона, X/Z. Он состоит из устройства вала, вспомогательной системы (защитная крышка, воздушный и водный пути), панели управления и других частей.
2.2 Автоматическое загрузочно-разгрузочное устройство цепного типа
Каждая из погрузочно-разгрузочных сторон оснащена тремя комплектами цепных погрузочно-разгрузочных устройств;
2.3 Электрическая часть управления
Электрическая система управления станком для лазерной резки труб является важной частью, обеспечивающей траекторию движения различной графики. Общая электрическая система управления в основном состоит из системы числового программного управления и низковольтной электрической системы.
Эта система ЧПУ станка оснащена высокопроизводительной системой ЧПУ Baichu 5000A на базе шины. Эта система основана на операционной платформе Windows, работает стабильно и надежно и содержит 64-битный микропроцессор, который можно использовать с программным обеспечением для раскроя.
2.4 Электрическая система низкого напряжения
Низковольтная электрическая система расположена в электрошкафу управления и является интерфейсной частью электрического управления всей машиной. Различные оригинальные компоненты электрической системы производятся известными отечественными и зарубежными производителями, чтобы обеспечить стабильность, надежность и отзывчивость всей машины во время работы. Приводной двигатель представляет собой серводвигатель переменного тока. Серводвигатель переменного тока используется для привода осей X, Y и AW (синхронного вращения) станка. Он характеризуется хорошими показателями ускорения и быстрой скоростью реакции. Ось Z станка является осью подачи и использует сервопривод переменного тока. Двигатель (с тормозом) используется для привода: Режущей головки по оси Z, которая характеризуется хорошими динамическими характеристиками и может управляться как с помощью слежения, так и с ЧПУ.
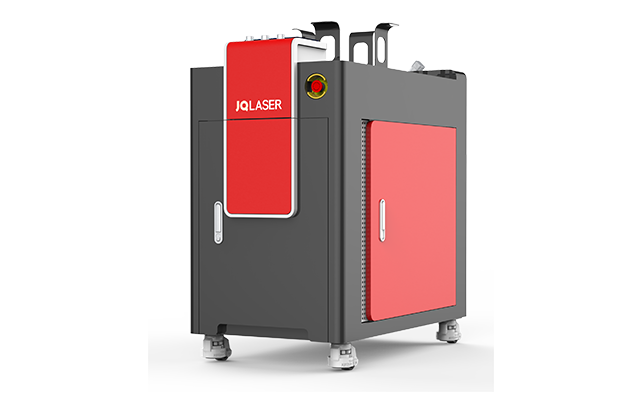
2.5 По сравнению с традиционными лазерами используемый волоконный лазер имеет более высокую эффективность фотоэлектрического преобразования, более низкое энергопотребление и лучшее качество луча. Лазер компактен, не требует обслуживания и готов к использованию. Благодаря гибкому режиму вывода лазера его можно легко интегрировать с системным оборудованием.
2.6 Дополнительные периферийные устройства
Включая чиллеры, вытяжные системы и т. д. - Структура, функции и принцип работы основных компонентов или функциональных блоков
3.1 Станина и патрон токарного станка
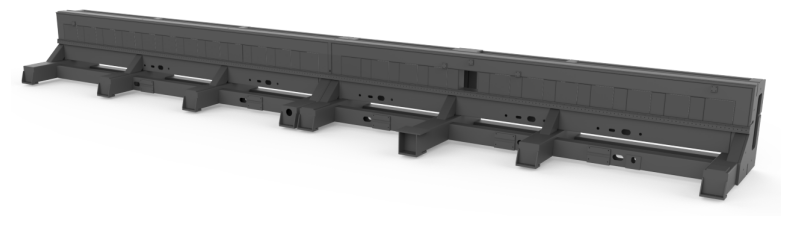
Станина и патрон имеют конструкцию бокового соединения, облегчающую загрузку и разгрузку труб большого диаметра.
Станина изготовлена из квадратных труб с толщиной стенок 8–10 мм и стальных пластин толщиной от 40 до 20 мм и сварена вместе. Он разделен на 3 секции и соединен между собой высокопрочными болтами и позиционирующими шпонками для обеспечения геометрической точности после соединения. После сварки его отжигают для устранения внутренних напряжений. После черновой обработки проводится вибрационное старение, а затем чистовая обработка. Это значительно повышает жесткость и стабильность станка и обеспечивает точность станка.
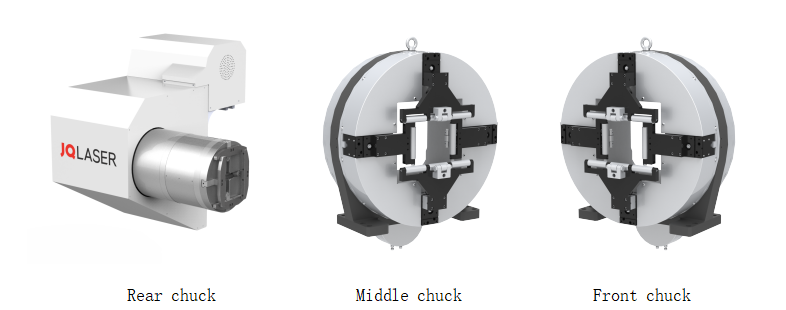
Патрон разделен на три группы пневматических патронов: передние, средние и задние. Три группы патронов приводятся в движение серводвигателями и могут перемещаться в направлении оси Y и вращаться синхронно. Под логическим действием, заданным системой, может быть реализована резка труб тянущим типом, что значительно повышает точность резки и при определенных условиях обеспечивает резку с нулевым хвостом (в зависимости от размера резки заготовки и конкретного процесса резки).
Приводная рейка патрона для перемещения по оси Y, роликовая линейная направляющая и приводная шестерня вращения в направлении W изготовлены из высокоточных изделий, что эффективно обеспечивает точность передачи; каждая группа патронов оснащена концевым выключателем управления, а также оснащена жесткими ограничителями. устройство, эффективно обеспечивающее безопасность движения станка.
3.2 Устройство оси X, Z

Балка оси X и боковые колонны имеют портальную конструкцию и сварены целиком из высококачественных пластин из углеродистой стали. Их отжигают для устранения внутренних напряжений. После черновой обработки они подвергаются вибрационному старению, а затем чистовой обработке, чтобы обеспечить жесткость и стабильность движущихся компонентов лазерной головки. Перекладина закреплена на станине, оснащена высококачественными линейными направляющими, приводится в движение серводвигателем и высококачественной реечной передачей, так что скользящая пластина оси Z может совершать возвратно-поступательное движение в направлении X. Во время движения концевой выключатель контролирует ход, ограничивая положение. В то же время на обоих концах имеются эластичные буферные подушки для механического ограничения положения и обеспечения безопасности работы системы.
Устройство оси Z в основном осуществляет движение лазерной головки вверх и вниз. Движение лазерной головки вверх и вниз контролируется серводвигателем системы ЧПУ.
Двигатель приводит в движение шариковый винт и заставляет скользящую пластину оси Z совершать возвратно-поступательное движение вверх и вниз. Как на верхнем, так и на нижнем конце используются бесконтактные переключатели для управления ходом, чтобы обеспечить безопасность и надежность движения. Все линейные модули изготовлены из высококачественной продукции, обеспечивающей точность передачи.
Ось Z может использоваться как ось ЧПУ для выполнения независимого интерполяционного движения и может быть связана с осями X и Y. Его также можно переключить на последующий контроль для удовлетворения потребностей различных ситуаций. Поскольку слежение по оси Z также контролируется системой ЧПУ, оно имеет высокую точность и хорошую стабильность, что обеспечивает качество резки.
После того, как емкостный датчик в устройстве оси Z определяет расстояние между соплом и поверхностью пластины, он подает сигнал обратно в систему управления, а затем система управления управляет двигателем оси Z, чтобы заставить режущую головку двигаться вверх. и вниз, таким образом контролируя постоянное расстояние между соплом и пластиной, эффективно обеспечивая качество резки. Режущая головка может автоматически регулировать фокусное расстояние и положение фокуса в зависимости от материала и толщины режущего материала, тем самым обеспечивая хорошую секцию резки.
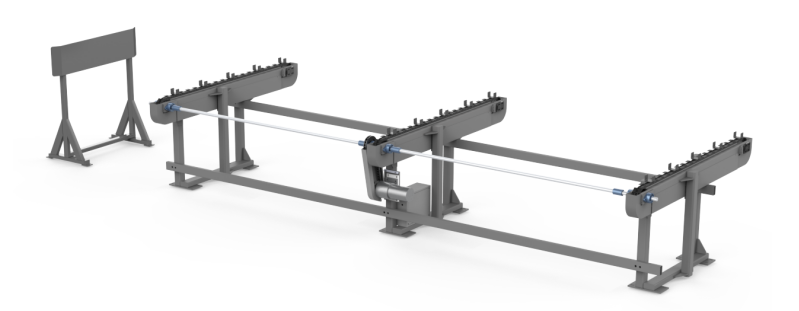
3.3 Погрузочно-разгрузочное устройство для последующей поддержки и центрирующее устройство

Верхняя и нижняя стороны материала соответственно оснащены 3 и 4 комплектами следящих опорных устройств. Первая группа опор на нижней стороне материала имеет лотковую конструкцию для облегчения выгрузки коротких заготовок. Каждый комплект опорных устройств имеет функции горизонтального перемещения и подъема и приводится в движение серводвигателем. На стороне загрузки трубы, транспортируемые погрузочной стойкой, можно транспортировать к нижней части патрона, а затем поднять на подходящую высоту для зажима патрона. Сторона разгрузки может транспортировать вырезанные заготовки к разгрузочному устройству, а затем разгрузочное устройство вывезет готовые детали.
Каждый набор опор оснащен отдельным серводвигателем, который приводит в движение узел опоры для материала вверх и вниз. Во время обработки прямоугольных труб сторона загрузки следует за поддерживающим устройством, и система будет регулировать высоту опоры поддерживающего компонента в реальном времени в соответствии с внешним контуром трубы, чтобы гарантировать, что поддерживающий материал стабильно поддерживает трубу. Когда патрон перемещается в соответствующее положение, вспомогательная опора автоматически опускается, чтобы избежать этого.
Устройство автоматического центрирования может автоматически центрировать трубу, когда она находится на месте, чтобы патрон мог точно зажать трубу.
3.4 Цепное погрузочно-разгрузочное устройство
На погрузочной и разгрузочной сторонах используется цепная конвейерная конструкция для транспортировки, погрузки и разгрузки труб.
На конвейерной цепи имеется несколько комплектов укладочных станций, на которых можно размещать несколько труб. Приводимая в движение двигателем труба может транспортироваться горизонтально в положение загрузки для подъема с помощью основного устройства поддержки материала.
Сотрудничая с несколькими комплектами следящих устройств для удержания материала на сторонах загрузки и разгрузки основной машины, он может осуществлять транспортировку и подъем трубных материалов, а также прием материала на стороне разгрузки и доставку готовой продукции.
3.6 Электрическая система управления
Электрическая система управления трехпатронного станка для резки труб FLT-7028HTS в основном состоит из шинной системы Baichu CNC 5000A, сервосистемы и низковольтной электрической системы.
3.6.1 Система Baichu 5000A представляет собой систему ПК с ЧПУ на базе WINDOWS, систему реального времени, основанную на управлении по шине, со встроенным отслеживающим управлением и функциями вытягивания и резки с тремя патронами. Он может компенсировать отклонение центра трубы в реальном времени, делая резку углов более быстрой и стабильной. Блок управления дисплеем обеспечивает удобный человеко-машинный интерфейс с цветным ЖК-экраном, на котором может отображаться различная рабочая информация. На панели управления имеются функциональные клавиши для управления станком. Он оснащен графическим дисплеем моделирования и функциями отображения динамического графического отслеживания, что делает обработку более интуитивно понятной и простой в мониторинге и управлении.
3.6.2 С помощью программного обеспечения для раскроя труб TubesT оно может считывать файлы формата IGS, экспортированные из Solidworks, UG и Pro/E, а также выполнять автоматическую сортировку, обычную обрезку кромок, компенсацию сварки квадратных труб, чертежи деталей, отчеты о компоновке и реальные -временное центрирование. , обработка профиля и другие функции. Поддерживает калибровку уровня квадратной трубы одним щелчком мыши, функции сегментированной перфорации, прогрессивной перфорации и предварительной перфорации. Поддерживает память точек останова, прямую и обратную трассировку точек останова, а также позволяет обрабатывать некоторые графические и другие функции.
3.6.3 В соответствии с параметрами скорости и мощности, установленными оператором, мощность лазера может быть точно отрегулирована, чтобы гарантировать, что станок по-прежнему сможет получать соответствующую оптимальную мощность лазерной резки на разных скоростях во время ускорения и замедления.
3.6.4 Эта машина имеет множество инструкций по обработке и вспомогательным функциям, а с помощью инструкций можно редактировать различную сложную графику.
3.6.5. Поскольку эта машина имеет хорошие динамические характеристики электромеханического привода, она обеспечивает хорошее качество обработки и высокую точность.
3.6.6 Чтобы решить проблему колебаний фокуса лазера, вызванных неровной поверхностью пластины, которая влияет на качество резки, режущая головка (ось Z) должна следовать за ней, чтобы поддерживать постоянную фокусировку. В дополнение к функции слежения ось Z этого станка для резки также имеет те же функции отображения и управления, что и оси X и Y.
3.6.7 Система ЧПУ этой машины имеет функции сигнализации самотестирования и автоматической защиты, а также отображение сигналов тревоги и автоматическую защиту от внешних условий.
3.6.8 Сервосистема представляет собой импортный серводвигатель переменного тока и драйвер, который стабилен и надежен, имеет хорошие динамические характеристики, высокую нагрузочную способность и прост в эксплуатации. Программные клавиши управления машиной могут иметь разные функции в разных режимах работы, что позволяет сократить количество рабочих кнопок и упростить панель управления. В каждом режиме рабочие функции отображаются через меню, что делает управление интуитивно понятным.
3.6.9 Электрическая система низкого напряжения
Низковольтная электрическая система расположена в электрошкафу управления и является интерфейсной частью электрического управления всей машиной. Источник питания, реле, автоматические выключатели, контакторы, системы сервопривода и т. д., необходимые для системы управления, установлены в электрическом шкафу управления.
Технические характеристики изделия
| Товары | Параметр | Ед. изм | |
| Максимальная длина режущей трубы | длина сырья 4500~7000; длина резки 0~7000 | Mm | |
| Диаметр режущей трубы | круглая труба: 20~280; квадратная труба 20×20~280×280 | Mm | |
| Диапазон автоматической загрузки | Длина | 4500 ~ 7000 | Mm |
| Диаметр | Круглая трубка: 20~280; квадратная труба 20×20~280×280; прямолинейность всей длины трубки составляет ≤0.1D, максимум не может превышать 10 мм. | mm | |
| Общая несущая способность | ≤6000; размещайте 5-7 штук за раз | Kg | |
| Максимальная несущая способность | 400 | Kg | |
| Минимальные хвосты | ≥0 (зависит от длины заготовки и фактических условий резания) | mm | |
| Точность позиционирования по осям X, Y | ± 0.05 / 1000mm | mm | |
| Повторяемая точность позиционирования осей X и Y | ± 0.03 / 1000mm | mm | |
| Ускорение | 0.8G | м / с² | |
| Максимальная рабочая скорость | 60 | м / мин | |
| Общая грузоподъемность патрона | 400 | Kg | |
| Максимальная скорость патрона | 80 | rpm | |
| Установленная масса | About18000 | Kg | |
| Внешний вид хоста (длина, ширина и высота) | Около18000×6000×2500 | mm | |
| мощность лазера | 6000 | w | |
| Система контроля | FSCUT5000A | ||
| Суммарная мощность | About85 | kw | |
| Требования к электропитанию | 380v / 50Hz | ||